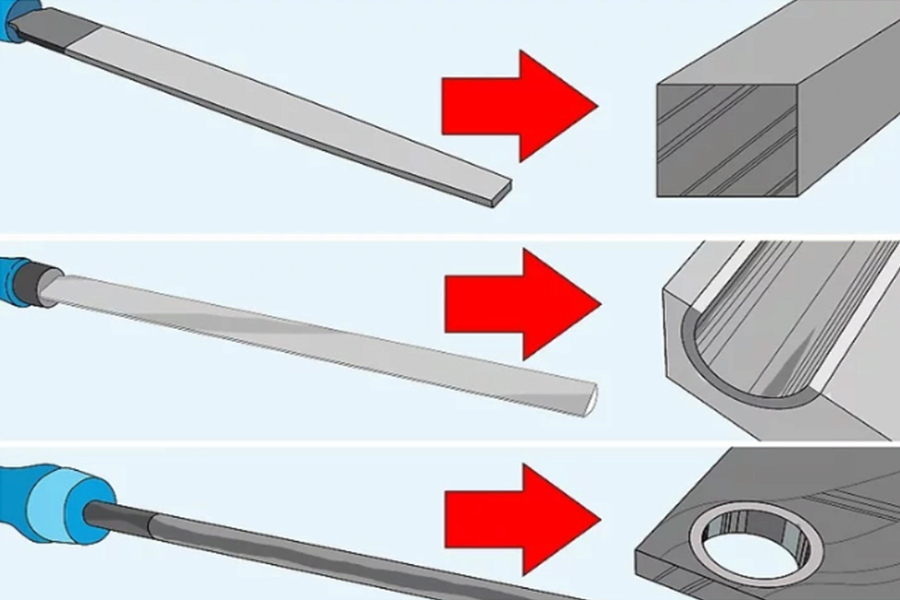
Опиливание металла — это слесарная операция, при которой осуществляется снятие слоя металла с поверхности детали или заготовки с помощью предназначенного для этого вида работ инструмента – напильника.
Опиливание используется для снятия небольшого припуска с металлической детали или заготовки для того, чтобы добиться наиболее точного размера и формы. Опиливание представляет собой процесс срезания маленьких частиц металла отдельными резцами на поверхности режущего инструмента. Величина снятого слоя может составлять от 0,15 до 0,005 мм и зависит как от вида напильника, так и от квалификации работника.
ПРИЕМЫ ОПИЛИВАНИЯ МЕТАЛЛА.
Организация рабочего места. Подготовленные заготовки зажимаются в тиски таким образом, чтобы опиливаемая поверхность выступала над губками тисков на 4-8 мм. Во избежание брака при опиливании на губки слесарных тисков также одеваются нагубники — предохранительные губки, которые изготавливаются из низкоуглеродистой стали, алюминия, цинка или меди.
Положение при работе напильником. Стоять следует вполоборота к верстаку. Левая нога ставится по направлению движения напильника. Напильник берется таким образом, чтобы четыре пальца обхватывали ручку, а большой палец лежал сверху на ручке.
Работа напильником представляет собой цикл возвратно-поступательных движений. Движение вперед — рабочий ход напильника, обратно — холостой. При рабочем ходе напильник необходимо прижимать к поверхности изделия, при обратном — вести без нажима. Результат опиливания проверяют при помощи угольника или линейки, которые прикладывают к поверхности. Если просвета между линейкой и заготовкой нет, значит поверхность ровная.
ВИДЫ ОПИЛИВАНИЯ МЕТАЛЛА.
- Поперечное опиливание. Используется для снятия больших припусков с заготовок.
- Продольное опиливание дает прямолинейность обрабатываемой поверхности. Лучше сочетать с поперечным опиливанием.
- Круговое опиливание используется в случае частых неровностей на поверхности. Используются личные и бархатные напильники.
- Перекрестное опиливание позволяет осуществлять наилучший контроль за качеством работы. Сначала выполняется опиливание косым штрихом слева направо, далее используют прямой штрих и в завершении косой штрих справа налево.
Специальное опиливание применяется для обработки криволинейных поверхностей.